 0566-52-9260
0566-52-9260自動車の軽量化とマルチマテリアル化
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
自動車の軽量化の経緯
国産の乗用車が生産され始めた1930年代、車両の構成材料の80%以上が鋼板、鋳鉄といった鉄系材料でした。その他はガラス、ゴムなどです。その後、日本経済の高度成長に伴ってモータリゼーションが幕を開け、自動車の生産台数が増加しました。1960年代、一部の車両ではエンジンのシリンダーヘッドや駆動部品のトランスミッションケースなどが鋳鉄からアルミ鋳物、ダイカストへと材料置換されました。
1973年の中東戦争を機に始まったオイルショック(原油供給危機と価格高騰)、および1979年に日本で施行された排ガス規制に伴い、車両軽量化による燃費向上の必要性が高まりました。これに伴い樹脂部品の増加や、鋳鉄からアルミ鋳物、ダイカストへの材料置換が加速しました。
1990年代になると地球温暖化防止が検討され、温暖化ガスの一つであるCO2ガスの低減が自動車メーカーの大きな課題の一つとなりました。さらなる車両軽量化のため、これまで鋼板を主体に作られていたボデー構造に、一部の車両ではアルミ板やアルミ鋳物、アルミ押出材が採用されました。また、車体構造全体をアルミ化したオールアルミボデー車も作られました。
軽量化の手段としては、アルミ化だけではなく、鋼板の高強度化も進められました。高張力鋼板をさらに高強度化した超高張力鋼板やホットスタンプ超高張力鋼板などが開発され、鋼板の板厚をより薄くして軽量化が図られました。
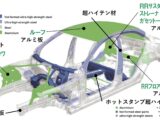
これら鋼板、ハイテン材、超ハイテン材やアルミ板、アルミ鋳物、ダイカスト、樹脂などを適材適所に使用した車両構造がマルチマテリアルボデー構造になります。図1.にマルチマテリアルボデー構造の一例を示します。
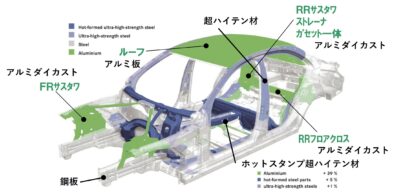
図1.マルチマテリアルボデー構造の一例(ベンツCクラス)
異材接合;主に鉄とアルミの接合方法と課題
マルチマテリアル構造の課題の一つに、鉄とアルミの接合方法が挙げられます。表1.にアルミと鋼材の代表的な接合法と特徴を示します。
鋼板部品を使用した従来のボデー構造では、部品同士の接合には溶接(スポット溶接、アーク溶接など)が用いられます。アルミと鋼材を溶接すると脆くて硬い金属間化合物ができるため衝撃強度が低下する問題があります。
そこで開発された方法が固相接合の一種であるFSW(摩擦攪拌接合法)です。固体状態の材料同士を攪拌することで、厚い金属間化合物層が形成されません。
鋼板とアルミ板の接合に用いられる方法が、SPR(セルフピアスリベット)またはFDS(フロードリルスクリュー)と言ったリベットやスクリューを用いる方法です。特にFDSは片側から加工ができ、ネジ穴加工も不要です。
エンジンのシリンダーブロックや駆動部品のミッションケースなどの鋳物と鋼板部品の接合には、従来からボルト締結が用いられます。この場合、穴加工やネジ加工などの事前加工が必要となります。
アルミと鋼材の接合では、接合方法以外に電食(異種金属接触腐食)が問題となります。鉄部品を塗装したり、シール材を用いて電食防止を図る必要があります。
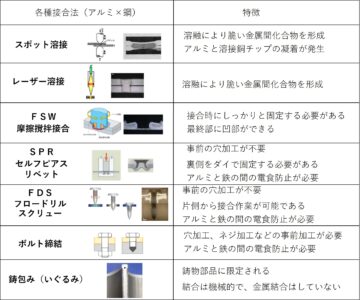
表1.アルミと鋼材の主な接合方法
鋳包み(いぐるみ)による異材接合
アルミ鋳物、ダイカストと鉄部材の接合には鋳包み(いぐるみ)という方法があります。
一般的に、アルミ材料は鋼材に比べて耐摩耗性が劣ります。アルミ合金製シリンダーブロックのボア面はピストンリングと摺動するため耐摩耗性が必要とされます。そこで、摺動部に鋳鉄製のシリンダーライナーという部品を圧入する方法が採用されました。しかし、圧入では加工精度の管理が大変なため、鋳包みという方法が用いられています。
鋳型に鉄部材をセットして、アルミ溶湯を鋳造します。アルミが凝固することで鉄部材と結合させることができ、この方法を鋳包みと言います。主にダイカスト鋳造で用いられていますが、形状や数量、試作・開発用途によっては砂型鋳造で対応する意義もあります。アルミと鉄部材の界面は金属結合はしておらず、アルミが凝固収縮することで機械的に結合している状態です。したがって、鉄部材に荷重が加わると、部材が抜けたり回転するため、抜け止め、回転止めの溝やリブ加工が必要になります。
鋳鉄ライナーは鋳造時に特殊な方法で表面に小さな突起を設ける場合があります。この突起によりライナーの抜け防止と熱伝達の向上を図っています(図3)。
弊社では砂型鋳造によりライナーを鋳包みしたシリンダーブロックの鋳造も可能です。
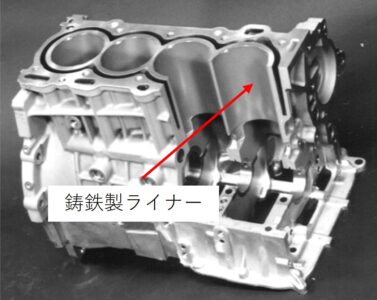
図2.ライナー鋳包みダイカスト製ブロック
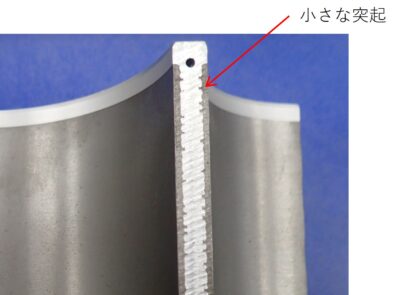
図3.鋳包み界面
鋳包みのメリット、デメリット
鋳包みのメリット、デメリットを表2.に示します。
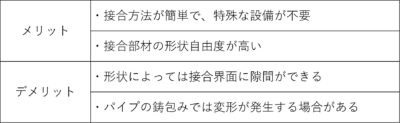
表2.鋳包みの特徴
マルチマテリアル化が進む中で、鉄とアルミの接合は今後も重要な技術テーマです。鋳包みは、締結部品の追加や後工程を減らしつつ異材を組み合わせられる方法の一つですが、抜け止め形状や界面設計など、鋳造側の配慮が品質に大きく影響します。弊社では砂型鋳造による鋳包み対応も行っておりますので、試作や形状検討段階からご相談いただけます。
マルチマテリアル化・鋳包みは当社にご相談ください!
今回は、「自動車の軽量化とマルチマテリアル化」について紹介させて頂きました。「マルチマテリアル化・鋳包み」の委託先を探している皆様、お気軽に当社にご相談ください。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
試作開発を最短のリードタイムで実現 ー鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスー
鋳巣
当コラムでは、鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスについて紹介させて頂きますので、是非ご確認ください。
|
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|











