 0566-52-9260
0566-52-9260




ご要望納期実現率96.86%!















業界から探す材質から探す製品分類から探す導入効果から探す






-

- グラビティ鋳造における金型鋳造と砂型鋳造の比較
-
金型重力鋳造と砂型重力鋳造の鋳造工程は次のようなものになります。


当たり前ですが、砂型鋳造は砂でできた鋳型を用い、金型鋳造は鋼でできた鋳型を使います。砂型鋳造では、注湯後に鋳型を壊して鋳物を取り出します。このため、砂型鋳造では鋳物を1個作るごとに、鋳型(砂型)を1個造型する必要があります。一方、金型鋳造は連続的に注湯、鋳物取出しができるため生産性に優れます。
また、金型の寿命は製品にもよりますが1型で数万個を製造することができます。一方、木型も繰り返して使用することができますが、何個か造型すると木型の摩耗や割れが生じるため、あるタイミングで木型の更新が必要となります。これも製品によりますが、木型の寿命は数百~千個程度になります。
型の製作、修正のリードタイムは、砂型の方が製作期間が短く、形状修正も容易です。したがって、短期間で少量の鋳物を製作する試作品などは砂型鋳造の方が適しています。
-

- グラビティ鋳造って何?特徴やメリット
-
グラビティ鋳造は重力鋳造とも呼ばれ、英語では Gravity Casting と書きます。グラビティ鋳造は溶湯を重力落下により鋳型内に注湯する鋳造法です。鋳鉄鋳物は主に砂型を用いた重力鋳造により鋳造します。アルミ鋳物は砂型の他に金型を用いた重力鋳造法が用いられています。通常は静置した鋳型に注湯しますが、鋳型を傾転させながら注湯する傾動鋳造も重力鋳造の一種になります。
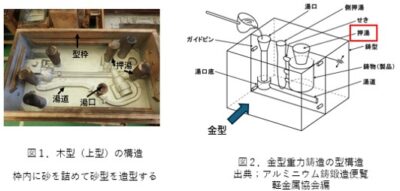
図1.に砂型重力鋳造の注湯の様子を示します。砂で造型した鋳型に、溶湯をヒシャクで注湯します。砂型の見切り面は、通常、横(水平)方向です。注湯後、砂型を壊して鋳物を取り出します。
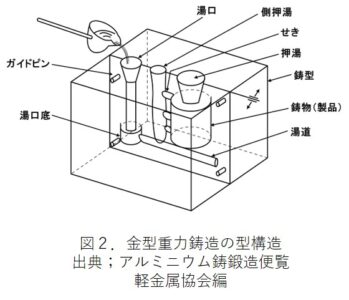
図2.に金型重力鋳造の型構造を示します。金型の見切り面は、通常は縦(垂直)方向です。
金型を鋳造機に取付けて、連続的に注湯→鋳物取出し→型締め→注湯作業を繰り返します。量産の場合は、注湯および鋳物の取出しを自動で行う場合が多いです。
-
- アルミ鋳物と鋳鉄鋳物の比較
-
アルミ鋳造法には以下に示すような多種多様な鋳造法があります。
・重力鋳造法・・・砂型重力鋳造法、金型重力鋳造法、消失模型鋳造法など
・加圧鋳造法・・・低圧鋳造法(砂型および金型)、高圧鋳造法、普通ダイカスト、真空ダイカストなど(全て金型)
・減圧鋳造法・・・吸引鋳造法、差圧鋳造法(砂型および金型)
大量生産のアルミ鋳造品ではダイカストなどの金型鋳造法が用いられ、試作品などの少量生産品では一般的に砂型鋳造法が用いられます。
一方、鋳鉄品のほとんどは砂型の重力鋳造法で製造されます。大量生産の鋳鉄鋳物の鋳型は自動造型ラインで機械造型されます。少量生産ではアルミ砂型鋳物と同様に人による手込め造型が用いられます。
鋳鉄品では次のような理由で、金型鋳造はあまり行われません。
・鋳鉄は融点が高く、鋳型として鋼材が使いにくい。
・金型のように凝固速度が速いと、硬くて脆いセメンタイトが晶出してしまう。
一方、アルミ鋳造品では金型を用いて様々な鋳造方法が開発されています。その理由は、次のようなことと考えられます。・アルミ材料は融点が低く、相変態も生じないことから金型が使用できる。
・金型の方が凝固速度が速く、生産性が良い。
・アルミ材料は凝固収縮量が大きく、引け巣ができやすい特性があります。
従って引け巣低減のために、加圧鋳造法などの様々な鋳造法を開発する必要があった。
アルミ鋳造品、特にダイカスト品は金型を使うことで面粗度や寸法精度に優れた鋳造品を短いサイクルタイムで製造することができます。
















