 0566-52-9260
0566-52-9260




ご要望納期実現率94.96%!
















業界から探す材質から探す製品分類から探す導入効果から探す




-
- 試作開発を最短のリードタイムで実現 ー鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスー
-
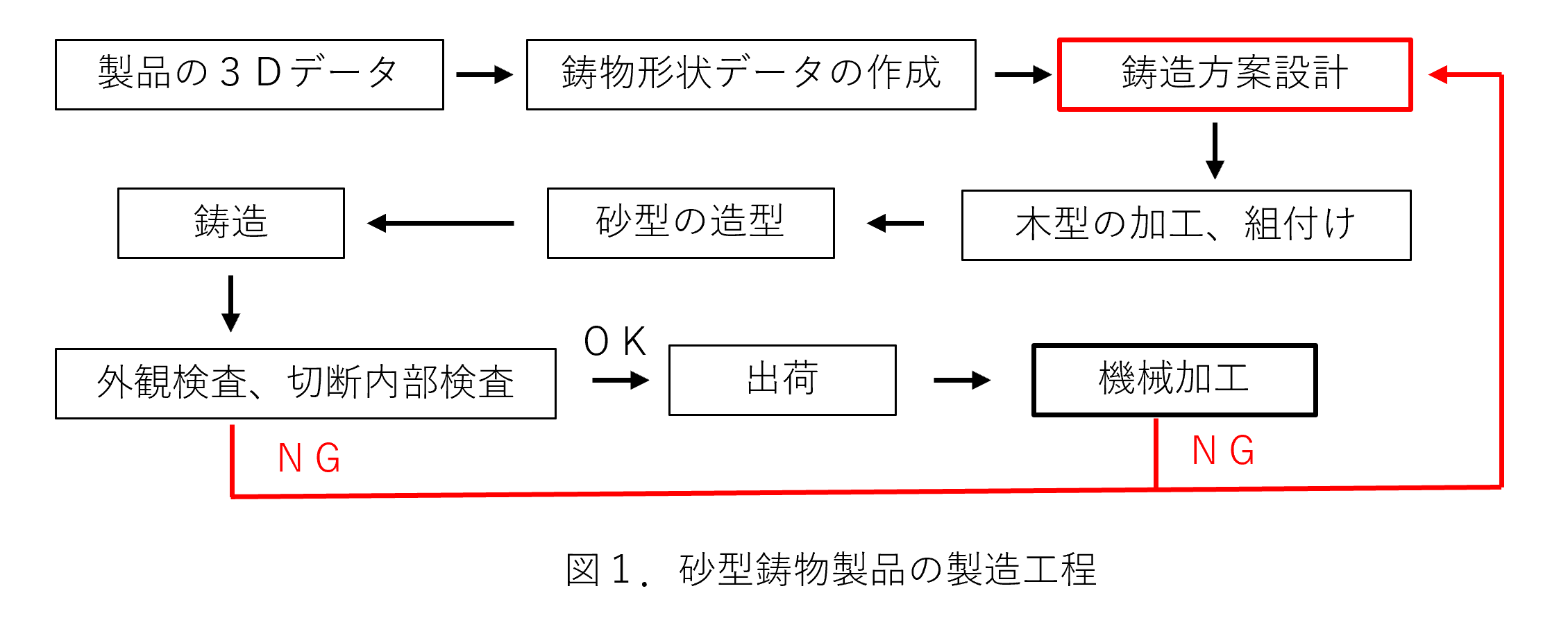
砂型鋳造で鋳物を製造する際の一般的な流れを図1.に示します。
鋳物の鋳造欠陥(湯廻り不良、引け巣など)の発生に最も影響する工程が「鋳造方案設計」です。方案設計とは、鋳物を鋳造する際にどのように溶湯を流すのか(湯道方案)、引け巣の発生防止のためにどこに押湯や冷し金を設置するのか(押湯方案)などを設計する工程です。過去に類似形状の事例があれば、それを参考にして設計します。しかし、類似事例がない場合はトライ鋳造を行い不良の発生の有無を確認します。不良が発生した場合は再設計して再トライ鋳造を行うためムダな工数が発生します。同様に機械加工後に加工面に鋳巣が見つかった場合も、再度の方案変更と木型の修正を行うことになり、再度の機械加工も含めて多大な工数のムダと納期遅れが発生します。
-
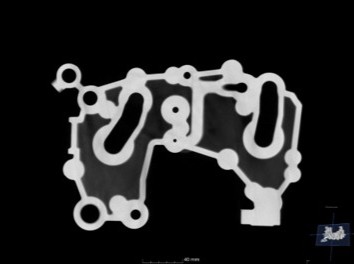
- アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
-
鋳鉄に比べてアルミ鋳物は、液体から固体に凝固する際の縮み量(凝固収縮量)が大きく、「引け巣」と呼ばれる鋳造欠陥が発生しやすい傾向があります。また、溶けたアルミは大気中の水蒸気と反応して水素(ガス)を吸収します。水素を吸収した溶湯を鋳造すると、鋳物の内部に細かな「ピンホール」と呼ばれるガス欠陥が発生します。
また、ガス欠陥には溶湯が鋳型内を流れていく際に、鋳型内の空気を巻き込んでできる「ブローホール」と呼ばれる欠陥もあります。写真1.にアルミ鋳物に発生する代表的な鋳造欠陥を示します。
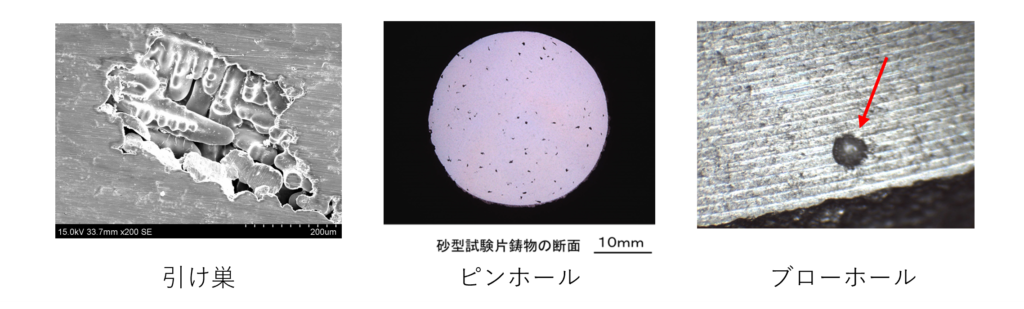
写真1.アルミ鋳物に発生する鋳造欠陥の一例
これらの鋳造欠陥は、鋳物の内部に発生するため機械加工後に見つかる厄介な欠陥です。
-
- 自動車の軽量化とマルチマテリアル化
-
国産の乗用車が生産され始めた1930年代、車両の構成材料の80%以上が鋼板、鋳鉄といった鉄系材料でした。その他はガラス、ゴムなどです。その後、日本経済の高度成長に伴ってモータリゼーションが幕を開け、自動車の生産台数が増加しました。1960年代、一部の車両ではエンジンのシリンダーヘッドや駆動部品のトランスミッションケースなどが鋳鉄からアルミ鋳物、ダイカストへと材料置換されました。
1973年の中東戦争を機に始まったオイルショック(原油供給危機と価格高騰)、および1979年に日本で施行された排ガス規制に伴い、車両軽量化による燃費向上の必要性が高まりました。これに伴い樹脂部品の増加や、鋳鉄からアルミ鋳物、ダイカストへの材料置換が加速しました。
1990年代になると地球温暖化防止が検討され、温暖化ガスの一つであるCO2ガスの低減が自動車メーカーの大きな課題の一つとなりました。さらなる車両軽量化のため、これまで鋼板を主体に作られていたボデー構造に、一部の車両ではアルミ板やアルミ鋳物、アルミ押出材が採用されました。また、車体構造全体をアルミ化したオールアルミボデー車も作られました。
軽量化の手段としては、アルミ化だけではなく、鋼板の高強度化も進められました。高張力鋼板をさらに高強度化した超高張力鋼板やホットスタンプ超高張力鋼板などが開発され、鋼板の板厚をより薄くして軽量化が図られました。
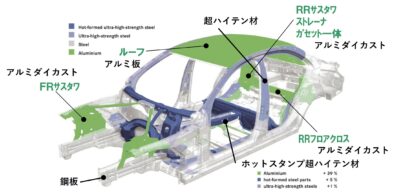
これら鋼板、ハイテン材、超ハイテン材やアルミ板、アルミ鋳物、ダイカスト、樹脂などを適材適所に使用した車両構造がマルチマテリアルボデー構造になります。図1.にマルチマテリアルボデー構造の一例を示します。
図1.マルチマテリアルボデー構造の一例(ベンツCクラス)














