 0566-52-9260
0566-52-9260
- HOME »
- 鋳物”寸法公差”最適化ナビ

-
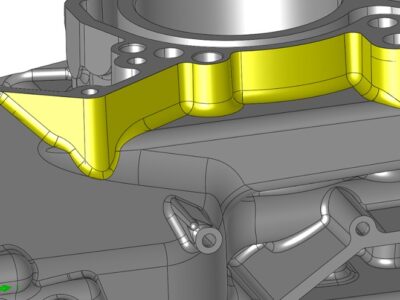
- 肉付けにより加工代を確保し強度担保
- 課題:加工平面の不足・寸法公差
- 効果:形状最適化・加工平面の確保
-
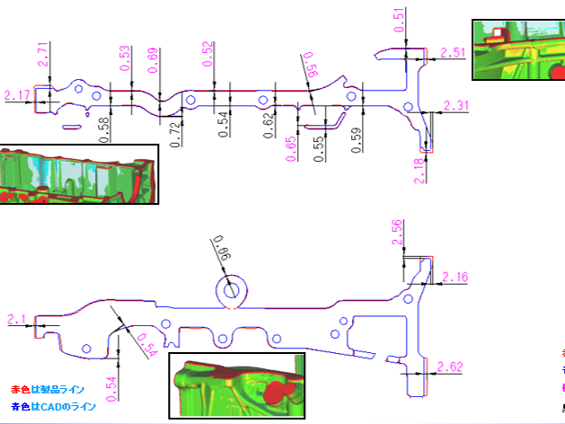
- 溝形状の変更と工法提案で品質向上
- 課題:製造コスト・寸法公差
- 効果:コストダウン・形状最適化
-
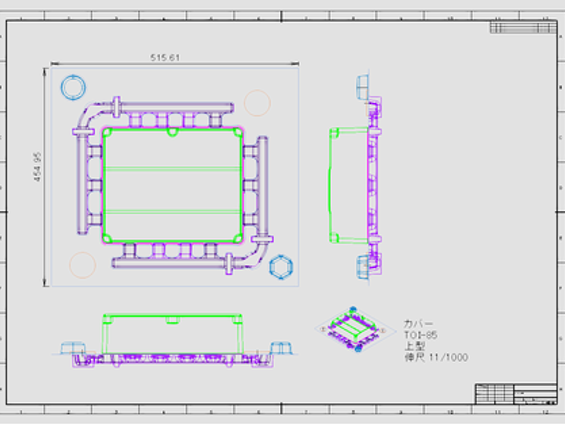
- 素材形状変更によるコストダウンとリードタイム短縮
- 課題:製造コスト・寸法公差
- 効果:コストダウン/製造リードタイム短縮
-
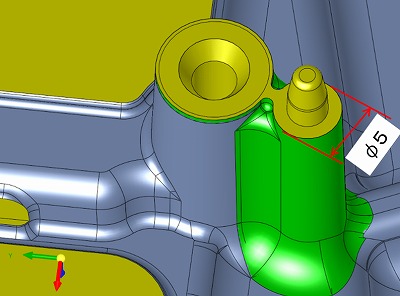
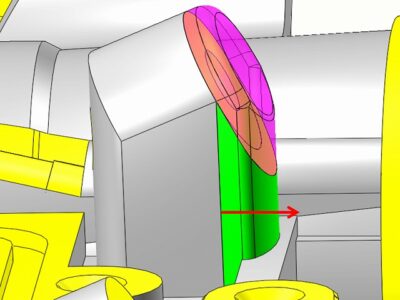
- ピン形状拡大による鋳造欠陥の回避
- 課題:形状不良・湯回り不良の回避
- 効果:鋳造欠陥の回避
-
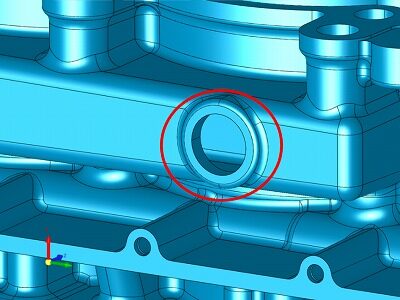
- 位置決め形状追加による寸法精度の向上
- 課題:寸法精度低下リスクの回避
- 効果:寸法精度向上、生産性向上によるコストダウン
-
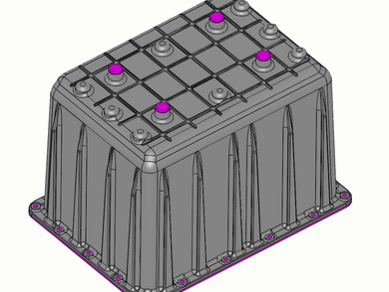
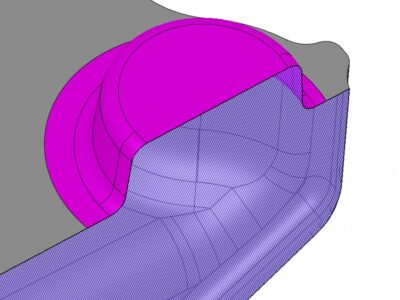
- 肉厚の最適化で要求寸法公差の実現
- 課題:アルミ材と形状の最適化
- 効果:鋳造欠陥回避、形状最適化
 |
鋳造欠陥の種類と原因
鋳巣
寸法公差
歪み
機械的性質
鋳造は、複雑形状な加工品を一体物で成型出来たり、様々な材質の金属を高い生産性で量産できるなどメリットが大きい加工方法ですが、一方で鋳…
|
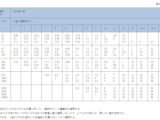 |
鋳物の寸法公差と公差等級
寸法公差
当コラムでは、鋳造により成型される鋳物の寸法公差について、ご説明します。寸法公差はJISで規定されていますので、各鋳造における公差等…
|
















