 0566-52-9260
0566-52-9260
鋳物の寸法公差と公差等級
当コラムでは、鋳造により成型される鋳物の寸法公差について、ご説明します。寸法公差はJISで規定されていますので、各鋳造における公差等級についても併せてご紹介します。
寸法公差とは
寸法公差とは、図面で指示された寸法に対して許される誤差の範囲のことです。部品を製造する上で、寸法誤差は大なり小なり必ず生じます。生産した部品を使用する際に干渉や性能を満足するために、誤差の最大値と最小値を定めています。この事を寸法公差といいます。鋳物の寸法には、実寸法と許容寸法があります。実寸法は、鋳物の出来上がり寸法であり、許容寸法は誤差の範囲を示します。つまり、この許容寸法が公差となります。
鋳造における公差等級
鋳物の寸法公差はJIS B 0403:1995にて規定されています。この鋳造公差等級は、CT1~CT16まであり、基準寸法に対するそれぞれの公差も定められます。公差等級は、基準寸法が大きくなると公差が大きくなり、一方で基準寸法が小さくなると公差が小さくなります。肉厚にも寸法公差がありますが、CT1~CT15については1等級大きいCTを適用します。つまり、基準寸法に対してCT7の公差等級が定められている場合、肉厚にはCT8の公差等級が適用されます。前述の通り、公差等級にはCT1~CT16までありますが、CT16はCT15が指示された鋳物における肉厚に対してのみ適用されています。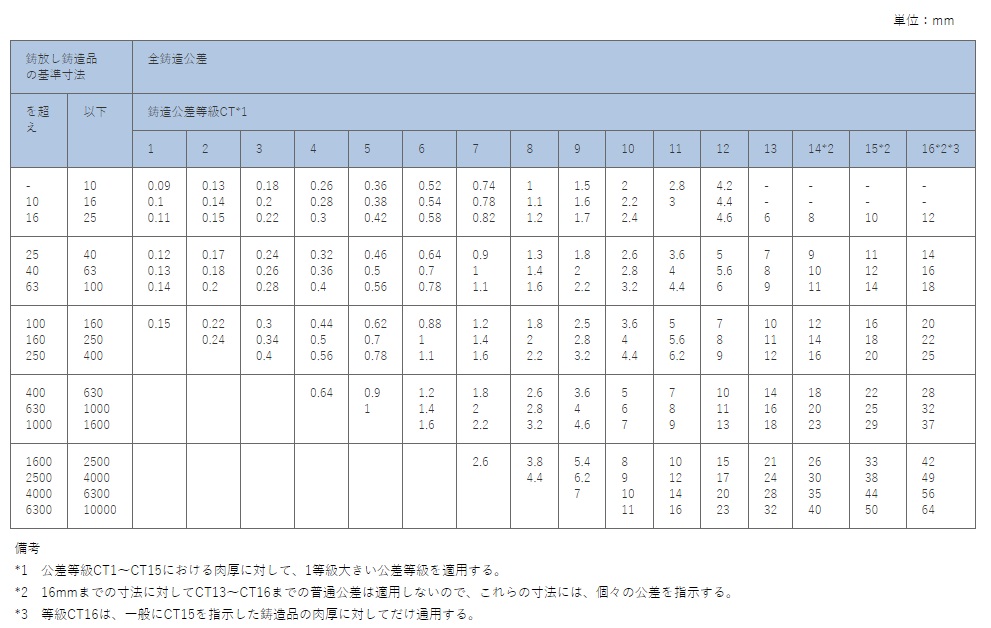
鋳物材料、鋳造方法と公差等級
前述の通り、基準寸法にしたがって鋳造公差等級が定められていますが、鋳物材料と鋳造方法によっても公差等級が示されています。公差等級については下図を参考下さい。
代表的な鋳造方法に砂型鋳造、ダイカスト、ロストワックスがありますが、アルミニウム合金の寸法公差は砂型鋳造で寸法公差はCT6-8、ダイカストでCT5-7、ロストワックスはCT4-6として定めれれています。しかし、一般的に砂型鋳造は、CT9-12程度での製造指示が多く、ダイカストやロストワックスと比較すると、寸法のバラツキが多くなる鋳造方法といえます。
規定の指示寸法を実現するための二次加工
公差等級について説明させて頂きましたが、例えばCT6で基準寸法が600mm~1000mmの場合、JISでは1.4mmの寸法公差が規定されています。しかし、1.4mmのバラツキは実用性の点で考えると不十分の場合が多くなります。そのため、例えば寸法許容誤差は±0.3mmで指示される場合は、切削加工等の二次加工が必要となります。寸法精度を求められる場合、切削加工にて要求精度を実現することになりますが、バラツキが大きいとその分切削時間が長くなりますので、優れた寸法公差を実現できる鋳造方法を選定することが重要です。
当社の精密砂型鋳造
当社はアルミ砂型鋳造メーカーですが、優れた寸法精度で試作。小ロット品において多様な業界のお客様に選ばれ続けてきました。先に述べた通り、砂型鋳造の寸法公差はCT9-12で指示されることが多く、寸法精度が求められる場合は、ダイカストやロストワックスが用いられますしかし、当社の砂型鋳造はダイカストやロストワックス近いCT6-8を実現できるため、寸法精度が求められる小ロット・試作品で活用できます。また、一般的に、300mm角程度の製品を砂型鋳造にて成型する場合の寸法誤差は±1.0mm程度とされますが、当社の砂型鋳造では±0.2mmの誤差にて鋳造が可能です。そのため、これまで機械加工が当然となっていた加工品を機械加工レスで製造できるため、コストダウンや製造リードタイムの短縮が実現できます。
アルミ鋳物 課題解決センターにお気軽にお問合せ下さい!
鋳造における寸法公差についてご理解頂けましたでしょうか。ご説明させて頂きました通り、砂型鋳造は寸法精度が低いとされており、精度が求められる場合は、優れた寸法公差を実現できるダイカストやロストワックスを用いることが一般的です。しかし、当社の精密砂型鋳造はダイカスト・ロストワックスなみの寸法精度にて鋳物を製造することが可能です。小ロット・試作品の鋳物において、コスト・品質の面でお悩みをお持ちの皆様、お気軽に当社にお声かけください。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
試作開発を最短のリードタイムで実現 ー鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスー
鋳巣
当コラムでは、鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスについて紹介させて頂きますので、是非ご確認ください。
|
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|











