0566-52-9260
0566-52-9260| 課題内容 | 形状不良・湯回り不良の回避 |
|---|
| 効果 | 鋳造欠陥の回避 |
|---|
Before (改善前)

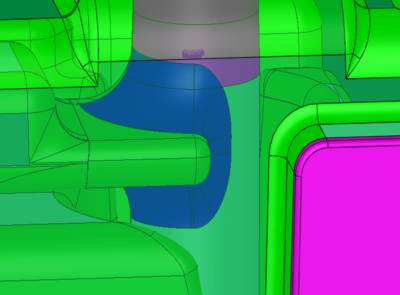
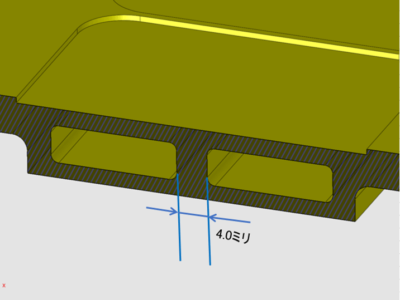
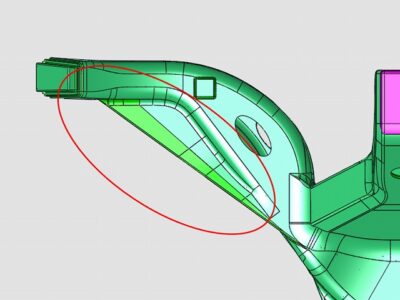
お客様よりいただいた3Dモデルにおいて、白丸の形状(相手物の位置を決めるピン形状)がφ3で作成されていました。ピンが小さく細いため鋳造時にアルミが先端までたどり着かない可能性があり、湯廻り不良のリスクがありました。高品質化を実現する為には改善が必要でした。
V
After(改善後)

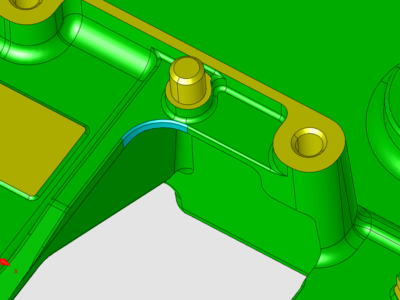
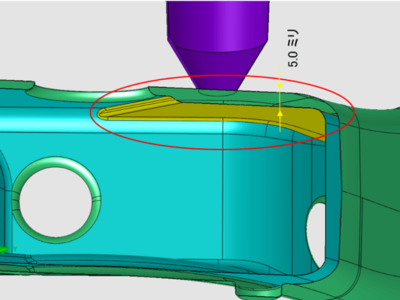
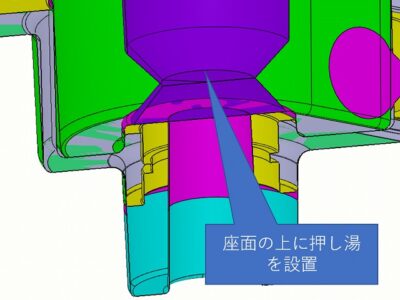
当社が蓄積してきた鋳造解析や鋳造時のデータをもとに、位置を決めるピン形状をφ3→φ5に変更し、φ5形状の上部を機械加工していただくことをお客様に提案いたしました。それにより、湯廻り不良や形状不良を回避することができ、品質向上を実現しました。