 0566-52-9260
0566-52-9260
鋳物における割れ 原因と対策
鋳物の表面に発生する亀裂を「割れ」と言います。鋳物に割れが生じると、機械的性質を大きく損なうだけでなく、圧漏れの原因になります。このような割れには、工程段階に応じた割れがあり、鋳物が凝固完了する前に発生する割れ、凝固完了後に発生する割れがあります。今回は、それぞれの割れについて、説明していきます。
凝固完了する前に発生する割れ
凝固完了する前に発生する割れには、凝固割れ、引け割れがあります。これらの原因、対策について、下記にて解説いたします。
凝固割れ、引け割れ
【原因】
凝固割れ、引け割れは、凝固の途中で収縮しつつある鋳物が、鋳型やすでに凝固した部分に拘束されて引張応力を発生し、最終凝固部などの強度が低い部位がこの応力に耐えられなくなることで発生するものです。鋳造割れとも呼ばれます。
アルミでは金型を使用するダイカストで時々発生しますが、Siを含有する通常の砂型鋳物ではあまり発生しません。
Siを含有しないアルミ合金鋳物であるAC1BやAC7Aは割れやすい合金です。
【対策】
凝固収縮時に発生する応力を分散させるためにリブをつけたり、隅部にRをつけます
また、凝固が遅い部位を冷却します。
凝固完了後に発生する割れ
凝固完了後に発生する割れには、焼入れ割れがあります。
焼入れ割れ
【原因】
アルミ材料は強度を高くするためにT6処理と呼ぶ熱処理を施します。
T6処理は約500℃で鋳物を加熱後、水に焼入れします。その後、160℃前後の温度で時効処理します。
500℃から鋳物を焼入れた際に、鋳物各部位の冷却速度の差により引張応力が発生します。
この引張応力が高い場合に鋳物に割れが生じます。
割れが発生しなかった場合でも残留応力として残る場合があります。
【対策】
応力の発生は製品形状に大きく影響されます。
割れが発生している部位の隅Rを大きくしたり、肉厚を均一にします。
また、焼入れ時に割れを防ぐ方法としては、焼入れする水の温度を高くしたり、焼入れ緩和剤(ポリマークエンチャント)を使用する場合があります。
アルミ鋳物 課題解決センターにお気軽にお問合せ下さい!
鋳物における割れの原因と対策について、ご理解頂けましたでしょうか。
アルミ鋳物 課題解決センターを運用する株式会社マルサン木型製作所では、お客様のご要望・使用に合わせた最適な加工方法をご提案させて頂きます。是非一度ご相談下さい。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
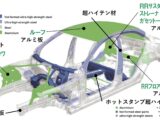 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|
 |
量産を見据えたアルミ鋳物の試作と設計支援
新製品の開発工程において、試作は図面通りの形状が得られるかを確認するだけのものではありません。試作の本来の役割は、量産における品質安…
|











