 0566-52-9260
0566-52-9260
鋳造におけるガス欠陥とは? 原因と対策
当コラムでは、鋳造欠陥の1つであるガス欠陥についてご説明致します。ガス欠陥は鋳物の強度低下に繋がる鋳巣です。原因や対策もあわせてご説明しますので、是非参考にしてください。
鋳造におけるガス欠陥とは?
アルミ砂型鋳物のガス欠陥は、鋳造した際に鋳物内部に生じる空洞の一種です。同じ空洞である引け巣とは異なり、溶湯中の水素ガスや鋳造時に巻き込まれた型内の空気により発生します。また、自硬性鋳型の粘結剤が燃えることで発生したガスが鋳物内に残留する事でも生じます。ガスによって生じる鋳巣であることから、ガス欠陥と呼ばれます
ガス欠陥の原因
アルミ砂型鋳物のガス欠陥の原因は、大きく3つに分類されます。
①溶解時にアルミ溶湯中に溶け込んだ水素が原因
②鋳型に溶湯を流し込む際に型内の空気が巻き込まれることが原因
③砂型の粘結剤(樹脂バインダー)が燃えることで生じるガスが原因
これらの原因と対策についてご説明します。
①溶解時にアルミ溶湯中に溶け込んだ水素が原因
溶けたアルミ溶湯に溶け込む唯一の気体が水素です。
溶け込んだ水素が凝固時にガス化して鋳物全体に細かな穴を生じます。ピンホールとも呼びます。
溶湯に水素が溶け込む原因は大気中の水蒸気やインゴット、ヒシャクなどに付着した水分です。
特に梅雨時は湿度が高くピンホール欠陥が発生しやすくなります。
対策として、インゴット、ヒシャクなどは良く乾燥させます。水分の付着した材料や冶具を溶湯中に投入すると水蒸気爆発を起こし安全面でも問題となります。
一番効果的な対策は脱ガス処理です。窒素ガスやアルゴンガスをアルミ溶湯中に吹き込むことで水素ガスを除去します。
水素ガスが十分に除去できたかどうかは減圧凝固試験(ピンホールテスター)などにより確認します。
②鋳型に溶湯を流し込む際に型内の空気が巻き込まれることが原因
鋳型内を溶湯が流れる時、製品形状によっては乱流が生じます。乱流により生じた気泡は溶湯と一緒に流れてブローホールとなります。ピンホールは鋳物全体に細かな穴が生じますが、ブローホールは比較的大きな穴が局所的に生じます。
ブローホールの発生は製品形状の影響が大きいですが、注湯時の溶湯の流速が速すぎる場合もブローホールが発せしやすくなります。
対策としては堰の断面積を大きくしたり、湯道部にセラミックスフィルターを設置して流速を遅くすると効果があります。
また、ブローホールが溜まる部位に押湯やはき出しを設けてブローを製品外に排出します。
砂型の粘結剤(樹脂バインダー)が燃えることで生じるガスが原因
自硬性鋳型は粘結剤に樹脂を使用しているため、高温のアルミ溶湯と接触すると樹脂がガス化してガス欠陥が生じます。
対策としては樹脂バインダーの添加量を少なくする、砂再生時にイグロス値を低く抑えることが重要です。
また、発生したガスが鋳物内に入らないように鋳型にガス抜きを設けます。
ガス抜きには鋳型にガス抜き穴を設けたり、トランスベクターを使って強制的にガスを鋳型外に排出します。
アルミ鋳物の鋳造欠陥にお困りの皆様、当社にご相談下さい!
鋳造欠陥の1つであるガス欠陥についてご理解頂けましたでしょうか。
アルミ鋳物 課題解決センターは、ガス欠陥をはじめとした鋳巣が少ない鋳物を製造できる点を評価頂き、皆様に選ばれてきました。鋳巣の発生は、製品品質の低下に繋がるとともに、鋳物の再製作など製造リードタイムの長期化にも繋がります。ガス欠陥にお悩みをお持ちの皆様、お気軽に当社にご相談下さい。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
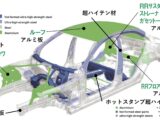 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|
 |
量産を見据えたアルミ鋳物の試作と設計支援
新製品の開発工程において、試作は図面通りの形状が得られるかを確認するだけのものではありません。試作の本来の役割は、量産における品質安…
|











