 0566-52-9260
0566-52-9260
薄肉鋳物 鋳造のポイント
鋳物の薄肉の定義について
何ミリ以下が薄肉鋳物であるというような定義は特にありません。
製造可能な鋳物の肉厚は鋳造方法や鋳造条件、製品の大きさによって変わってきます。
小物製品であれば湯(溶湯)を廻しやすく、大物になるほど湯を廻しにくく湯廻り不良と言う鋳造欠陥が発生しやすくなります。
ダイカストのように高圧で鋳型内に溶湯を充填する方法は、重力鋳造や低圧鋳造に比べて薄肉鋳物の製造に適しています。
薄肉鋳物を鋳造する際の課題と鋳造欠陥
砂型鋳造で薄肉鋳物を鋳造する際の課題は、湯流れが悪くなることです。薄肉鋳物の場合、溶湯を鋳型に注湯しても製品全体に湯が廻りきらないことがあります。その際に発生する鋳造欠陥は湯廻り不良、湯境、湯じわと呼ばれています。
湯廻り不良が発生する要因
湯廻り不良等が発生する要因として以下のものがあります。
(1)注湯温度が低い
鋳型に溶湯を注ぐ際の温度(注湯温度)が低いと湯流れが悪くなります。図1に注湯温度を変化させた時の溶湯の流動距離と流動時間の関係を示します。
材料が溶解する温度(液相線温度)からの過熱度が大きいほど湯流れは良くなります。注湯温度が低い場合は注湯後短時間で凝固が始まり溶湯の流動が停止します。従って鋳物の肉厚が厚い場合でも湯廻り不良が発生する場合があります。
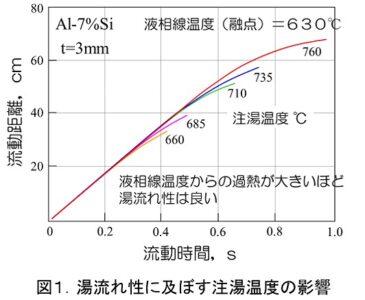
出典: 岩堀,杉山,米倉;鋳物67(1985)8
(2)鋳物の肉厚が薄い
鋳物の肉厚が薄いと溶湯が速く凝固するため湯流れが悪くなり湯廻り不良が発生しやすい。図2に同じ鋳造条件で注湯した鋳物の肉厚と凝固速度の関係を示します。肉厚5mmの鋳物に比べて肉厚が3mmの場合は凝固速度が1.5倍以上速くなります。このため溶湯が速く固まり湯流れが悪くなります。
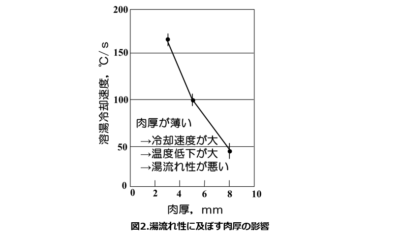
出典: 岩堀,杉山,米倉;鋳物67(1985)8
(3)鋳型内の背圧が高い
鋳型の中を溶湯が流れるためには鋳型内の空気を追い出しながら流れていきます。溶湯が流れる前側に発生する空気の圧力を背圧と言います。空気の逃しが悪く背圧が高くなると湯流れが停止し湯廻り不良が発生します。
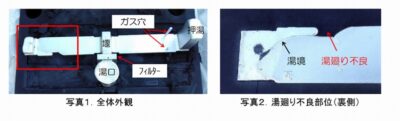
写真1,2に肉厚5mmの平板を鋳造した結果を示します。
写真1の左側の鋳物は押湯の上面を板でふさいであります。右側の鋳物は正常な状態で鋳造しました。押湯上面を板でふさいだ鋳物は背圧が高くなり押湯が上がりきらず、湯廻り不良も発生しました。湯流れに対して注湯温度だけでなく背圧の影響も大きいことがわかります。
薄肉の鋳物を鋳造する際のポイント
肉厚が薄い大型の鋳物は湯廻り不良が発生しやすくなります。湯廻り不良を防止するためには次の点に注意する必要があります。
・鋳型内を短い距離で溶湯が流動できる湯道、堰方案の設計をする
・溶湯温度を高めにして注湯する、
※ただし、湯温を高くすると水素ガス吸収や鋳型からのガス発生が生じやすくなるため注意が必要となります。
・ガス(空気)抜きを適切に行う。
弊社では鋳物の凝固解析とともに湯流れ解析を実施して、事前に湯廻りが問題ないかどうかを確認しております。引け巣と同様に湯廻り不良も事前の解析が有効です。
薄肉鋳物は当社にお任せください!
薄肉鋳物、薄肉鋳造についてご説明させて頂きました。
当社は、肉厚1.5mmの薄肉の実現等、薄肉鋳造技術に強みを持ちます。薄肉を砂型鋳造で実現したい方、薄肉の鋳造欠陥にお悩みをお持ちの皆様、お気軽にご相談ください。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
試作開発を最短のリードタイムで実現 ー鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスー
鋳巣
当コラムでは、鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスについて紹介させて頂きますので、是非ご確認ください。
|
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|











