 0566-52-9260
0566-52-9260
アルミ鋳物のアルマイト処理
当コラムでは、アルミ鋳物のアルマイト処理について解説いたします。
アルマイト処理とは
通常、「アルマイト」と呼ばれている名称は商品名として商標登録されたものです。正式には「陽極酸化処理、Anodizing」と言います。
しかし、アルミニウムの場合、「陽極酸化処理」よりも「アルマイト」と言う呼び名が一般的になっています。
陽極酸化処理は、電気化学的な方法により金属の表面に酸化皮膜を付ける処理で、アルミニウム以外にマグネシウム、チタン、ステンレスにも施されます。
アルマイト処理装置の概要
被処理品を電解液(硫酸、しゅう酸など)に浸漬しアルミ側を電源の陽極に、対極を電源の陰極につないで電流を流します。陽極側ではアルミニウムがイオン化し、酸素と結びついて、酸化アルミニウムが生成します。これがアルマイト皮膜です。
皮膜の特性は使用する電解液の種類や、被処理品であるアルミニウム材料の材質、電流密度、処理時間、処理温度などにより変化します。
アルマイト処理の目的
アルマイト処理はアルミニウムの表面にアルミニウムの酸化皮膜(Al2O3)を形成させることで、耐食性の向上(防錆)、耐摩耗性の向上を図ったり、装飾性(カラーアルマイト)や接着性、塗装密着性の向上を目的としています。
耐食性、防錆性能の向上
アルミニウムはそのままでも錆びにくい材料です。これはアルミニウムが雰囲気中の酸素と反応して表面に防錆性能が高い酸化皮膜を形成するためです。これを自然保護皮膜と呼びます。アルマイトはこの酸化皮膜を人工的に形成して、より錆びにくくする処理です。
封孔処理
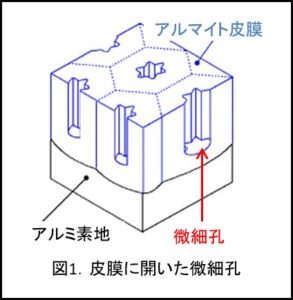
アルマイト皮膜には処理時に生成した反応生成物が抜けた孔(ナノメーターオーダーの微細な孔)が開いています(図1)。そこで、さらに高い防錆性能が必要な場合は、アルマイト処理後に「封孔処理」という処理を行います。
封孔処理はアルマイト皮膜を高温高圧の水蒸気で処理したり、高温の純水や酢酸ニッケル溶液で煮沸することで処理します。封孔処理により、アルマイト皮膜に開いていた微細孔の先端部分が水和化して体積膨張することで腐食水が侵入しにくくなります。
耐摩耗性の向上
通常のアルミニウム合金は熱処理などを施しても、その硬さはおよそ120~180HV程度です。アルミニウム合金の耐摩耗性は硬さだけではなく、含有するSi量にも影響を受けます。およそ12%以上のSiを含有する過共晶Al-Si合金では初晶Si(約800HV)の晶出により耐摩耗性が飛躍的に向上します。
過共晶Al-Si合金以外のアルミニウム合金の耐摩耗性を向上させる手段としてアルマイト処理が用いられます。アルマイト皮膜の硬さは、材質や処理方法によりますが、普通は200~250HV程度です。さらに耐摩耗性が必要となる場合には「硬質アルマイト処理」を施します。
硬質アルマイト処理
より硬さが高い皮膜を生成するために、硬質アルマイト処理という方法があります。電解液は通常のアルマイト処理と同じですが、処理条件が異なります。耐摩耗性が高い皮膜を得るために、低温で、電流密度を高くして、長時間処理を行います。
これにより生成した皮膜を「硬質皮膜」と呼び、その硬さはおよそ400~600HV程度になります。また、摩耗量の確保のために皮膜厚さは通常のアルマイトよりも厚めに処理されます。
アルマイト処理時の注意点
アルマイト処理時の注意点として以下があります。
材質による処理性の違い
アルマイトはアルミニウム合金の材質によって、皮膜のできやすさが異なります。純アルミやAl-Mg合金などは処理性に優れ、均一な皮膜ができます。アルマイト皮膜は素地であるアルミニウムが酸化されて皮膜となります。従って、アルミニウム以外のSiやAl2Cu等の晶出物、金属間化合物は皮膜生成の障害となります。
特にアルミ鋳物やダイカストに用いられるAl-Si合金は均一な皮膜ができにくく、皮膜欠陥ができやすくなります。また、鋳物は鋳肌の表面には酸化膜が存在するため、アルマイト皮膜の成長が抑制されます。
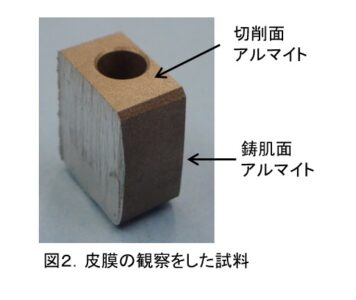
図2にAC4B合金で鋳造した鋳物を機械加工後にアルマイト処理し、切出した試料を示します。Siを含有する鋳造用合金は皮膜中に取り込まれたSiの影響により灰色~灰黒色の色目になります。
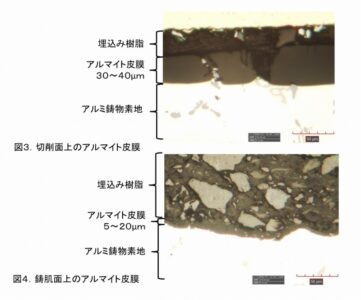
切削面のアルマイト皮膜を図3に、鋳肌面のアルマイト皮膜の顕微鏡組織を図4に示します。同時に処理をしても切削面上の皮膜厚さは30~40μmであるのに対して、鋳肌面上の皮膜は5~20μmです。これは鋳造時および熱処理時に鋳肌表面に生成した酸化膜の影響と考えられます。
皮膜欠陥
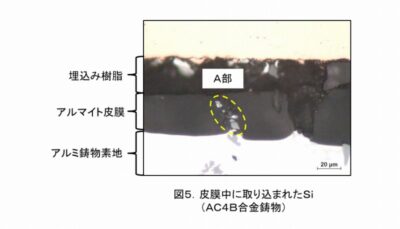
アルミニウム鋳物中に存在するSiや金属間化合物は周囲のアルミニウムがアルマイト皮膜として成長する際に皮膜中に取り込まれます(図5のA部)。このような部位は膜厚が薄い場合は皮膜欠陥となって耐食性を悪化させます。
皮膜の成長と寸法変化
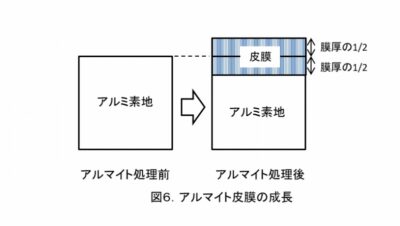
アルマイト皮膜は素地中のAlと酸素(0)が結合し、Al203となるため、体積膨張が生じます。アルミ基地の表面を基準とすると、アルマイト皮膜は素地側と表面側に成長します。従って10μmの皮膜をつくった場合、およそ素地側に5μm、外側に5μmの皮膜ができます(図6)。
機械加工後にアルマイト処理を施す場合、加工穴などの凹部の内径は膜厚分小さくなり、凸部の外径は膜厚分大きくなります。公差が厳しい部位は寸法精度の確保が難しくなります。
コーナー部の割れ
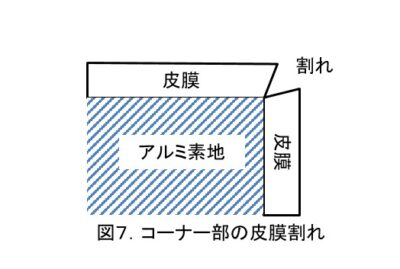
アルマイト皮膜は処理時の電流密度が高いほど成長します。部品のコーナー部(ピン角部)は電流密度が大きいため成長が速く、両サイドからの圧縮によりせん断応力が発生し、皮膜が割れて欠落が生じます(図7)。ピン角部にはRを付ける必要があります。
アルミ鋳物について、当社にご相談ください!
今回は、アルミ鋳物のアルマイト処理について紹介しました。
アルミ鋳物に関するご相談や困りごとをお持ちのお客様は、まずはお気軽にご連絡ください。
技術情報・技術コラム一覧
 |
グラビティ鋳造って何?特徴やメリット
当コラムでは、グラビティ鋳造の特徴について紹介させて頂きますので、是非ご確認ください。
|
 |
アルミ鋳物と鋳鉄鋳物の比較
材質
当コラムでは、アルミ鋳物と鋳鉄鋳物を、製造方法、材料特性などにより比較していきます。 >>鉄系鋳物(鋳鉄、鋳鋼…
|
 |
FCD400など、「球状黒鉛鋳鉄品」の特性と用途
材質
ねずみ鋳鉄は鋳造性が良く、振動減衰能に優れる材料ですが、黒鉛形状が片状であるために引張強さや伸びといった機械的性質に劣るという特性が…
|











