 0566-52-9260
0566-52-9260大型薄肉アルミ鋳物、鋳造の注意点やポイント
近年、EV車両などを対象に車体のアンダーボデー部品やパワーコントロールユニットケース
などをアルミダイカストで一体成形する技術が検討されています。これらの鋳造技術はメガキャストとかギガキャストと呼ばれ、型締め力が数千~1万トン近くの大型のダイカストM/Cを用いて鋳造されます。
これらの部品は大型であると同時に、投影面積が大きく、肉厚が薄いという特徴があります。
このことから、鋳造時には次のような注意点やポイントがあります。
大型薄肉アルミ鋳物を鋳造する際のポイント

大型薄肉アルミ鋳物を鋳造する際のポイントとして、以下の点があります。
①注湯温度
面積が大きく、肉厚が薄いことから、溶湯が鋳型内を流れていく際に冷えやすく、充填途中で凝固してしまう傾向があります。湯流れを良くするために、使用する合金に適した注湯温度を設定する必要があります。
②ガス抜き
溶湯が流れていく際に、鋳型内の空気は背圧となり湯流れの抵抗になります。従って空気を排出するガス抜きがポイントとなります。
砂型鋳造であれば押湯やガス抜き穴、ダイカストであればベント、減圧バルブをどこに設置するかがポイントとなります。
③肉厚部への溶湯補給
薄肉の一般面は凝固が速く、肉厚部への溶湯補給が十分に行えません。このため、肉厚部に引け巣が発生しやすくなります。砂型鋳造であれば押湯と冷し金の設置、ダイカストであれば局部加圧や水冷鋳抜きピンの設置が必要となります。
大型薄肉アルミ鋳物を鋳造する際に生じやすい鋳造欠陥

大型薄肉アルミ鋳物を鋳造する際に生じやすい鋳造欠陥として、以下があります。
①湯廻り不良
面積が大きく、肉厚が薄いことから、湯廻り不良が発生しやすくなります。湯温を高くしすぎると、砂型鋳造ではバインダーの燃焼によるガスの発生、ダイカストでは焼付き、カジリが発生しますので注意が必要です。
②引け巣
砂型鋳造は押湯を使って溶湯を補給します。一方、ダイカストはピストン側からの圧力で溶湯を補給します。しかし、どちらも薄肉の一般面が凝固してしまうと溶湯補給ができません。その結果、肉厚部に引け巣が発生しやすくなります。
③変形、歪み
鋳造欠陥ではありませんが、大型薄肉の鋳物はバラシ、離型時に鋳物の変形、歪みが生じやすくなります。また、鋳造後にT6やT7熱処理を施す場合も変形、歪みが生じやすくなります。砂型鋳造ではバラシ方法の検討、ダイカストでは押出ピンの位置が重要となります。熱処理時には焼入れ姿勢が重要となります。
大型薄肉アルミ鋳物と鋳造解析の必要性
大型薄肉鋳物は湯流れが一番のポイントになります。湯廻り不良が発生しないように湯道、堰、ゲートをどのように配置するのか、型内空気を逃がすためのガス抜き、減圧バルブをどこに配置するかが重要となります。
過去に同様の製品を鋳造しているのであれば問題ありませんが、新規に鋳造する際には鋳造方案の検討が重要です。このため鋳造解析を使った検討が有効となります。
大型薄肉アルミ鋳物と低圧鋳造
大型薄肉アルミ鋳物を砂型重力鋳造で鋳造する際は、何人かで複数の湯口から注湯する必要があります。複数人で注湯すると、湯口ごとの注湯温度にばらつきが出たり、流入した溶湯どうしが合流するあたりに湯廻り不良やガス欠陥が発生しやすくなります。
このため、砂型低圧鋳造は湯の乱れが少なく、一定の温度で注湯できることから大型薄肉アルミ鋳物の品質向上に有効と考えられます。
大型薄肉アルミ鋳物の鋳造事例
当社が、これまでに砂型鋳造で製造した大型薄肉鋳物には次のようなものがあります。
バッテリーブラケット
自動車の試作部品である、電動自動車の大型バッテリー用ブラケットを砂型鋳造で製作しました。
本製品は肉厚4mm、サイズ1300×150×50mmと「薄くて長い」形状で、非常に歪みが出やすく、寸法精度の管理が重要になります。工程の各所で発生する歪みを軽減し、厳密に管理する必要があります。さらに、機械加工工程における加工基準を考慮して製作する必要がありました。
船外機用ギアケース

大型船外機用ギアケースを砂型鋳造で製作した事例です。今回、大型品でありながら高い寸法精度が必要でしたが、一方で、通常と比較して非常に短いリードタイムで納品する必要がありました。
そのため、お客様より正式データが出図される着工予定日に先立って仮データを受領し、当社で事前に検討できる木型設計構想や鋳造方案の流動解析・凝固解析などを実施させて頂きました。事前に方案パターンを数パターン準備することで、鋳造トライのリードタイムを短縮しました。
FDCケース

燃料電池部品の大型のケースを砂型鋳造で製作しました。試作品となります。
当依頼は機械加工メーカー様より頂戴していますが、お悩みとして、「砂型アルミ鋳物は、物が大きく型割が複雑になると、寸法のばらつきが大きく加工芯出しをするのが難しい」、「鋳物の数量が少しずつしか入ってこないため、加工機が空いてしまう」というものがありました。
クランクケース

鉄道部品であるクランクケースを砂型鋳造で製作しました。クランクケースはクランクシャフトを収める箱状の部品です。
当クランクケースのは別鋳造メーカーにて量産されているものでしたが、鋳巣が多く、寸法精度も悪いという点で問題があり、小ロットの砂型精密鋳造が可能である当社に御相談頂きました。
アーム

協働ロボットのロボットアームの試作から小ロット量産(月産100~200台)までを砂型で製作してきました。
協働ロボットは人の隣で動くロボットであるため、人の目につく=素材の鋳肌が良いものにニーズがあるとの事で、弊社にお声頂き、量産までを弊社にてご依頼させて頂いています。
Frサスペンションメンバー

自動車部品サスペンションメンバーの試作を砂型積層と木型のハイブリッドで製作をしました。
顧客より出図から納期まで2.5週間という短納期要望があり、外回り形状を木型で製作し、型割が複雑な中子形状を砂型積層で製作することで通常のオール木型で製作した場合、4.0週間程の日数が掛かってしまうところ2.5週間での製作を実現しました。
J2アーム

ロボットアームの量産部品を木型と積層のハイブリッドで製作をしました。
顧客より注文から納期まで3.0Wという短納期要望があり、外回り形状を木型で製作し、中子は砂型積層で製作しました。
手詰めが困難な中子は通常、コールド砂による造型を行うのですが、短納期という事もあり型を製作する時間を短縮させるために砂型積層による造型を選択しました。
e-アクスル

自動車部品e-アクスルの試作を砂型鋳造で製作をしました。
顧客より出図から納期まで3.5Wという短納期要望があり、正式データが出図する前に仮データを使用して鋳造解析を進め、予め鋳造方案を数パターン用意することで実際にかかる鋳造トライのムダを省き、一気に数パターンのトライを実施し、LTの短縮を図ることができました。
低圧鋳造 サスペンションメンバー

自動車部品サスぺンションメンバーの試作品を、低圧鋳造で製作しました。
依頼頂いた形状は800×600×300とアルミ鋳物としては大きなサイズ感となっており、 肉厚も3.0mmと薄肉なため、検討段階で鋳造欠陥と湯周り不良が懸念されておりました。
従来の重力鋳造での製作では安定して素材を生産することは困難と判断し、 低圧鋳造を選択して製作しました。
バッテリーケース

自動車部品の駆動系バッテリーケースを製作しました。
アルミ鋳物としては大物サイズの製品で、かつ製品肉厚が3.0mm未満の薄肉が求められており、鋳造欠陥や湯回り不良が課題でした。
また、箱型のケースは通常でも歪みが生じやすいのですが、薄肉であることから、難易度が高い製品でした。
シャーシ

車載用充電器のケースを砂型鋳造品でADC12材で製作しました。
今回は新規のご引き合いで、現状の試作形状をベースに形状を変更し、10台程度の試作を製作したいとのご依頼でした。
困りごととして、お客様内での設計工数が足りず、勾配を加えた形状変更モデルが製作できないことがありました。
型モデリングの際に、相手物との干渉チェックを行いながら抜け勾配を付与していき、最終的に完成した3Dモデルをお客先へ送付し確認頂いた上で型製作を行いました。
ADC12の試作など、ダイカスト量産前の試作は当社にご相談ください!
今回は、大型薄肉アルミ鋳物、鋳造の注意点やポイントについて紹介させて頂きました。
当社では、L1,500mm以上の大型アルミ鋳物を砂型鋳造にて製作することができます。大型のアルミ鋳物を製造でき、さらに鋳造欠陥の対策も徹底している砂型鋳造メーカーを探している皆様、お気軽に当社にご相談ください。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
試作開発を最短のリードタイムで実現 ー鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスー
鋳巣
当コラムでは、鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスについて紹介させて頂きますので、是非ご確認ください。
|
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
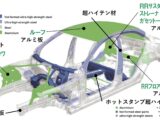 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|











