 0566-52-9260
0566-52-9260
3Dプリンターを活用した砂型鋳造
3Dプリンターとは
3Dプリンターとは、3次元CADデータをもとに製品の断面形状を繰り返し積み上げることで立体形状を造形する技術です。
1980年代後頃からプラスチック素材を用いて造形され始めました。その後、種々の積層造形法が開発されプラスチックの他に金属の3D造形部品も実用化されています。
砂型鋳造の特徴とデメリット
近年のアルミ鋳物の製造法はダイカストが主体です。ダイカストは金型を用いて鋳造する技術で、大量生産に適した鋳造法といえます。
しかし、数十個程度の鋳物を作る場合や、形状を変更して検討したい試作品などは、金型よりも短納期で形状変更が容易な砂型で鋳造する場合が多いです。
一般的に砂型鋳造は、木型と呼ばれる模型を機械加工で削り出し、木型を砂に埋めて砂を固めた後に、木型を取り出して鋳型(砂型)を造型し、
その後、造型した砂型に溶けた金属(溶湯)を注ぎ込んで鋳物を成形します。
しかし、たとえ1個や2個の鋳物を作るにしても木型が必要になります。さらに、製品形状が複雑でアンダーカットがあるような場合は複数の木型を製作して組み合わせる必要があります。
また、製品の内部が中空の場合は中子型を作って中子を造型する必要があり、このような場合、木型の製作期間とコストが多くかかることになります。
砂型鋳造への3Dプリンターの適用
前述のとおり、製品形状が複雑であったり、中子が必要な場合は複数の木型を製作する必要があります。
そこで近年は、コスト面、製作リードタイムの面でメリットがある、3D積層造型法が活用されています。
当社の3D積層造型技術
3Dプリンターによる砂型造型技術には、熱硬化型の樹脂バインダーとレーザーを組合わせた「レーザー焼結積層法」と、自硬性樹脂バインダーを印刷のインクジェット方式で砂に吹き付けて硬化させる「インクジェット積層法」が実用化されています。
当社ではインクジェット積層法を用いています。
インクジェット積層法は硬化剤を塗布した砂を所定の厚さに一層敷いて、造型したい部位にフラン樹脂をインクジェットで塗布して硬化させる方法です。
当社で造型できる鋳型サイズは、1800mm×1000mm×700mmになっています
図1に、装置の3D砂型積層造型装置を、図2に、造型した鋳型の一例を示します。

図1.3D砂型積層造型装置

図2.3D積層造型した砂型
3D砂型積層造型法のメリットとデメリット
3Dプリンターを用いた砂型造型法は木型を製作せずに、CADデータを用いて直接に鋳型を造型できるため、製品形状が複雑で多数の木型を必要とする場合は製造リードタイムが短くできるというメリットがあります。
また、通常の木型では成形できないアンダーカットや中子形状も造型することができるため、製品形状の自由度が高いというメリットもあります。
さらに鋳型を一体で造型することで、型の組合せがないため寸法精度が向上します。
一方、型を造型する時間は従来の造型法に比べて非常に長いため、生産個数が多い場合は生産性は悪くなります。
また、砂の再生利用が困難なためコストが高くなる場合があります。
一般的に砂型鋳物は押湯により引け巣をなくすと同時に、部位によっては局所的に冷し金を設けて指向性凝固を行っていますが、3D積層造型法の場合冷し金を設けることが困難であり、局所的な冷却制御による指向性凝固が課題と考えられます。

図3.木型造形と3D積層造型のハイブリッド鋳型
3Dプリンターを活用した事例
①Frサスペンションメンバー

自動車部品サスペンションメンバーの試作を砂型積層と木型のハイブリッドで製作をしました。
顧客より出図から納期まで2.5週間という短納期要望があり、外回り形状を木型で製作し、型割が複雑な中子形状を砂型積層で製作することで通常のオール木型で製作した場合、4.0週間程の日数が掛かってしまうところ2.5週間での製作を実現しました。
②ショックタワー
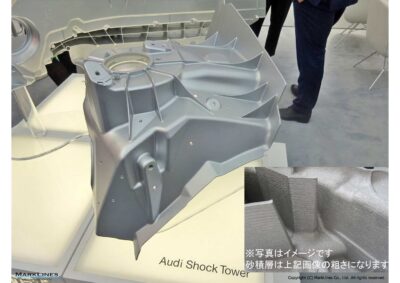
自動車部品ショックタワーの試作を砂型積層プロセスで製作しました。顧客より機械的性質の引張強度185Mpa以上、
0.2%耐力120Mpa以上、伸び10%以上の要求と、出図から2.5Wでの希望納期を実現しました。
③シリンダーヘッド

エンジンの主要部であるヘッドシリンダーを、砂型鋳造にて製作した事例です。当事例では、3Dプリンターを用いた砂積層と木型を用いて製作した砂型を組み合わせて、製作しています。
アルミ鋳物は当社にお任せください!
今回のコラムでは、3Dプリンターを活用した砂型鋳造についてご説明させて頂きました。当社は多様な鋳造技術を持ち、皆様の課題解決に向け最適な提案をさせて頂きます。お気軽にご相談ください。
この記事の執筆者
 株式会社マルサン木型製作所 技術顧問 林 壮一
株式会社マルサン木型製作所 技術顧問 林 壮一
1977年にトヨタ自動車工業株式会社に入社し、アルミ材料・部品の開発や生産技術開発に従事。2016年にトヨタ自動車株式会社を退職後、マルサン木型製作所に技術顧問として入社。現在は、培ったアルミ材料に関する知見と豊富な経験をもとに、お客様の難題解決を実現する提案を行っている。公益社団法人 日本鋳造工学会をはじめとした団体で、多数の講師実績を持つ。
技術情報・技術コラム一覧
 |
試作開発を最短のリードタイムで実現 ー鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスー
鋳巣
当コラムでは、鋳造解析とCT技術を活用した効率的な砂型鋳造プロセスについて紹介させて頂きますので、是非ご確認ください。
|
 |
アルミ鋳物の内部欠陥を可視化する ーCT技術がもたらす鋳物づくりの革新ー
鋳巣
当コラムでは、アルミ鋳物の内部欠陥の可視化について紹介させて頂きますので、是非ご確認ください。
|
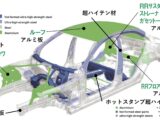 |
自動車の軽量化とマルチマテリアル化
鋳包み
当コラムでは、自動車の軽量化とマルチマテリアル化について紹介させて頂きますので、是非ご確認ください。
|











